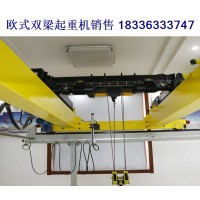






河北秦皇岛欧式起重机生产厂家指出欧式起重机整体加工可通过优化下料与预处理、改进焊接工艺、增强结构刚度、优化拼接与矫正流程、控制焊接参数及采用先jin技术等措施减少结构变形,具体如下:
1、板材下料与预处理:板材在下料投产前,需先jin行除锈处理(如喷丸除锈),然后在平板矫正机上平直,以减少板材原有的波浪变形。这一步骤能显著降低后续加工中的变形风险。
2、优化焊接工艺:
固定焊接:将板件放置在平台上,用压板固定或在焊接影响区加重物,使板件紧贴在平台上。焊接时,板件受夹持物的约束限制了角变形的产生,从而减少波浪变形。
对称焊接:对于需要拼接的腹板或盖板,尽量采用X型坡口,两侧对称焊接,以减少角变形。若板厚较小,可开单面坡口,焊完一面焊缝后,另一面用碳弧气刨清根,使焊后变形小一些。
焊缝平整措施:对接腹板、盖板时,需采取焊缝平整措施,以消除焊接过程中产生的凸曲变形。
3、增强结构刚度:
工艺角钢或扁钢:在梁柱腹板、盖板等容易产生波浪变形的部位,焊接工艺角钢或工艺扁钢以增加刚度。这些增强件应在腹板、盖板组装成梁前在平台上定位焊后,采取较大间断段的间断焊,以减少对梁整体焊接变形的影响。
合理设计板厚:在确定板厚时,除考虑强度、刚度、稳定性和抗腐蚀条件外,还应考虑避免板件出现波浪变形的工艺条件。抗波浪变形的能力与板厚的平方或三次方成正比,因此适当增加板厚能有效减少变形。
4、优化拼接与矫正流程:
拼接后矫正:若腹板的板料宽度不够,板件需进行拼接。焊接后应在平板矫正机上再次平直,以消除凸曲变形。
火焰矫正法:对于已经产生的变形,可采用火焰矫正法。通过在金属结构上局部加热,使金属结构的某些部位被“塑性压缩”,冷却后由残余的局部收缩应力达到矫正变形的目的。但需注意加热温度、加热点位置和加热次数等参数的控制,以避免对金属的金相组织造成损害。
5、控制焊接参数:
减小焊脚尺寸:在保证强度的条件下,尽量减小焊脚尺寸以减少焊接热输入和焊接变形。
合理减小焊接电流:同时加大焊接速度也能减小波浪变形。
6、采用先jin技术:
模块化设计:欧式起重机采用模块化设计理念,便于加工、运输和安装。同时,模块化设计还能提高起重机的结构紧凑性和整体稳定性,减少变形风险。
智能控制技术:如变频技术的应用使得产品具备更好的性能。起升机构变频控制能很好地解决起升冲击载荷大、起升制动不平稳等问题,确保起重机可以无冲击启动、零速制动,从而减少因冲击载荷导致的结构变形。
河北秦皇岛欧式起重机销售厂家自建立以来、各项管理严格、生产设备齐全、制造工艺可靠、产品质量稳定、售后服务周到,深受用户信赖,成为国内起重产业的实力企业。
联系方式:张经理 18336333747
网址:http://www.hnniukelun.com
原文链接:http://www.ybxx.org/chanpin/77954.html,转载和复制请保留此链接。
以上就是关于欧式起重机整体加工如何减少结构变形全部的内容,关注我们,带您了解更多相关内容。
以上就是关于欧式起重机整体加工如何减少结构变形全部的内容,关注我们,带您了解更多相关内容。